تغطي مرافق إنتاج PETform مساحة 5000 متر مربع. يتم إجراء جميع أنشطة التصنيع والقياس الرئيسية في غرف مكيفة مع تحكم صارم في درجة الحرارة لتحقيق أقصى قدر من الدقة. يتم إجراء جميع عمليات التصنيع النهائية على آلات ذات مستويات دقة دون الميكرون. بفضل قدرة التصنيع الشاملة، نقوم بتصنيع جميع مكونات المجموعات ولوحات قاعدة القوالب والملحقات داخليًا، بالإضافة إلى جميع مكونات العداء الساخن المعدنية الرئيسية.
يتم إجراء جميع عمليات التصنيع النهائية على آلات ذات مستويات دقة دون الميكرون للحصول على دقة لا مثيل لها.
يتم إجراء جميع عمليات التصنيع النهائية في بيئات يتم التحكم في درجة حرارتها عند 20 درجة مئوية ± 1 درجة مئوية للحصول على دقة مثالية.
ممارسات التصنيع
يتم تصنيع اللب، وحلقات العنق، والتجاويف، وإدخالات البوابة حصريًا باستخدام الفولاذ المقاوم للصدأ المارتنسيتي المقاوم للتآكل من فئة ESR من Bohler-Uddeholm، Stavax ESR.
يتم تصنيع أجزاء المجموعة بشكل خشن، وتخفيف الضغط وتقسيتها في الفراغ إلى 50-52 روكويل ثم تلطيفها في درجة حرارة عالية لتحقيق أقصى درجات المتانة.
يتم تصنيع الأبعاد النهائية فقط بعد التقسية لإلغاء أي تغييرات في الأبعاد أثناء التقسية.
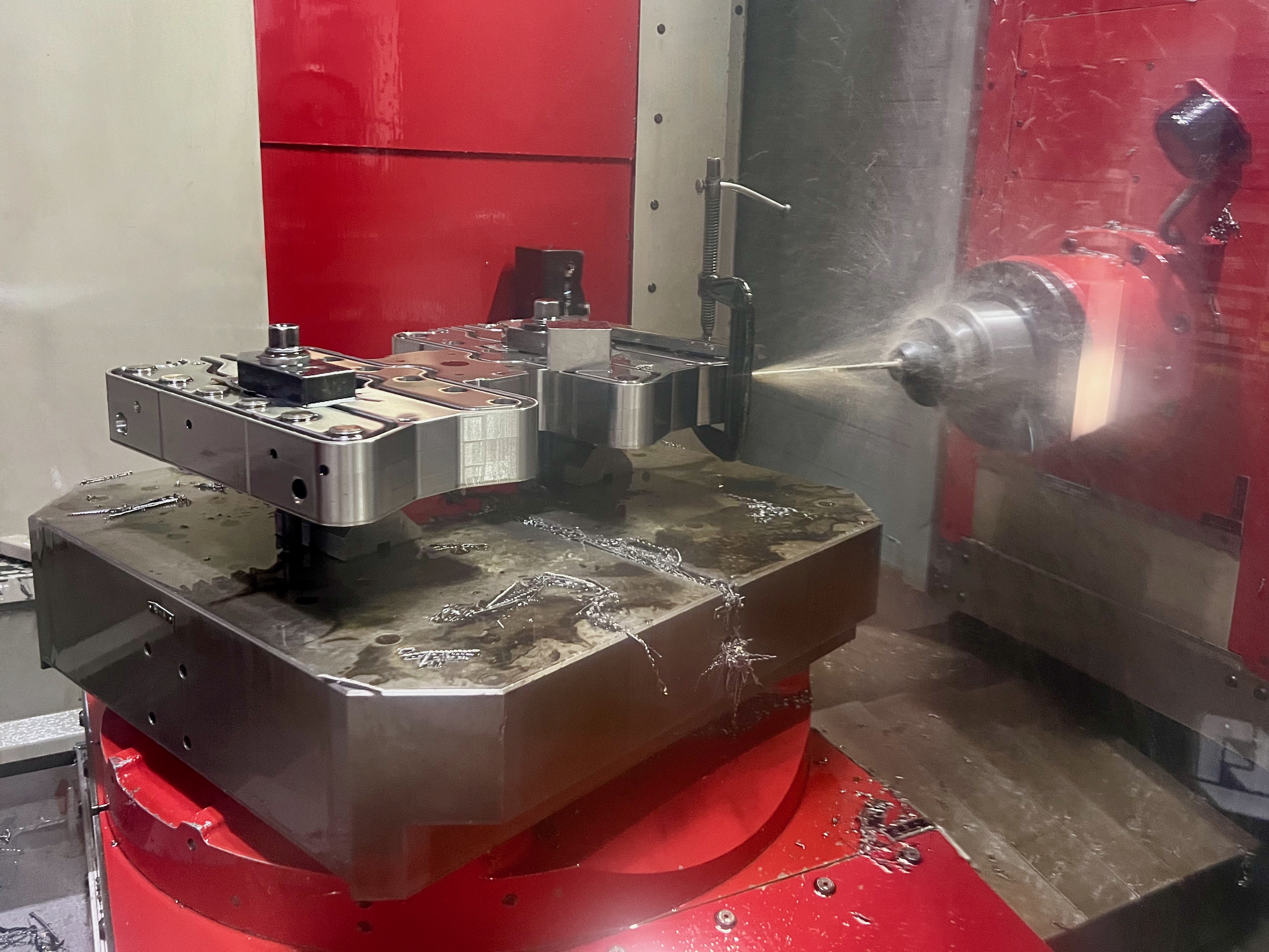
يتم تجليخ جميع أسطح التزاوج (التي تتعرض للتآكل) تجليخًا أسطوانيًا/ سطحيًا للحصول على دقة عالية وعمر طويل.
يتم التصنيع في غرفة يتم التحكم في درجة حرارتها.
يتم قياس المكونات أثناء العملية بواسطة أنظمة سبر العمل.
يتم قياس المكونات بعد العملية بواسطة أدوات قياس ومقاييس عالية الدقة في غرفة يتم التحكم في درجة حرارتها (قياسية).
يتم الحفاظ على التفاوتات في الأبعاد الحرجة ضمن ± 2 ميكرون.


يتم تصنيع لوحات قاعدة القوالب من الفولاذ المقاوم للصدأ المقاوم للتآكل المقسى مسبقًا 1.2085 من DEW أو Bohler Uddeholm بصلابة 30-34 روكويل.
يتم تصنيع لوحات قاعدة القالب، ومنوع العداء الساخن، ولوحات الدعم بشكل خشن وتخفيف الضغط قبل التصنيع النهائي لضمان الاستقرار الأبعادي بمرور الوقت.
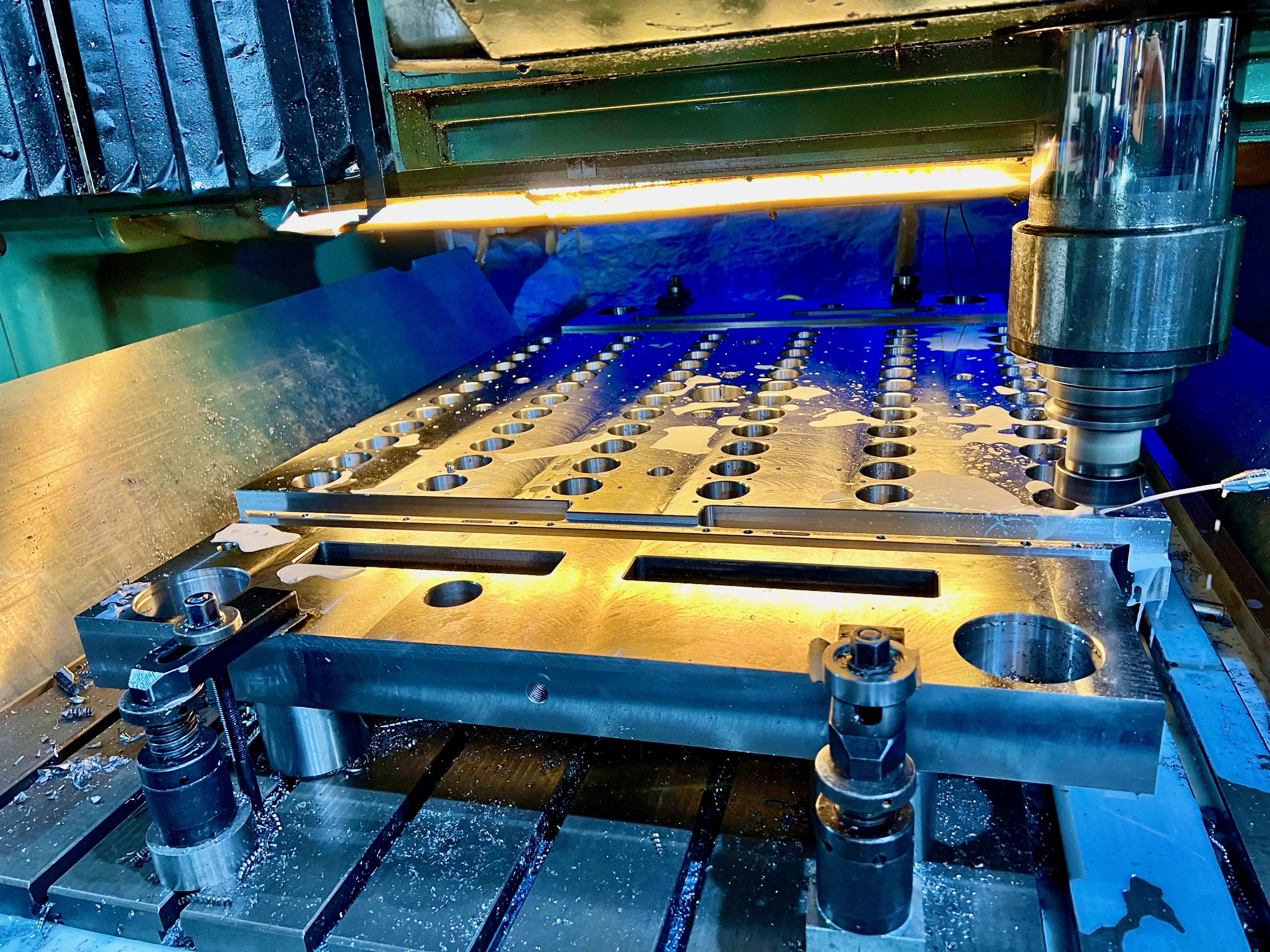
يتم إجراء جميع عمليات التحجيم النهائي والحفر والتوسيع في PETform باستخدام آلات من فئة توسيع الثقوب، وليس مراكز تصنيع CNC القياسية أبدًا، للحصول على دقة فائقة.
يتم استخدام القياس أثناء العملية للتخلص من الأخطاء والاحتفاظ بأقرب التفاوتات طوال التصنيع.
يتم فحص جميع الألواح على أجهزة CMM في غرف يتم التحكم في درجة حرارتها قبل التجميع النهائي، مما يضمن دقة أبعادية مطلقة.
يتم إجراء جميع عمليات التصنيع في بيئة يتم التحكم في درجة حرارتها
Hembrug Mikroturn 100CNC (دقة النانو)
Nakamura Tome TW20 MMY مركز خرطة وفريزة ببرجين وعمودي دوران
Traub 42/65 مركز خرطة وفريزة ببرجين وعمودي دوران
Hardinge Conquest 42 دقة فائقة بعمودي دوران
Hardinge Conquest 42 دقة فائقة بعمود دوران واحد
Hardinge Conquest T65
3 مخارط Jyoti CNC
LMW Ultra Smart Turn
مخرطة Micromatic CNC
مخرطة Monforts KNC 5 التعليمية


Kellenberger Kel-Varia بمحور B كامل وجلاختين خارجيتين + 1 داخلية (CNC)
جلاخة أسطوانية عالمية Jones & Shipman
3 جلاخات أسطوانية عالمية Micromatic
2 x Huron KX30
مركز تصنيع أفقي Dixi DPC 200
مركز تصنيع Makino V55 HSC
مركز تصنيع Makino V33 HSC
مركز تصنيع Mikron UCP 600 بـ 5 محاور HSC
مركز تصنيع Mikron VCP 600 HSC
Jyoti VMC850 بـ 3+2 محاور
Jyoti RDX 20 بـ 3+2 محاور
Jyoti PX10

آلة توسيع ثقوب Mitsui Seiki 7CN CNC
آلة توسيع ثقوب Mitsui Seiki 6CNII CNC
مركز توسيع ثقوب أفقي Mitsui Seiki JIDC-5C CNC
آلة توسيع ثقوب SIP 8P
آلة توسيع ثقوب SIP 600 CNC
آلة توسيع ثقوب أفقية بـ 4 محاور Dixi 75FE CNC
آلة توسيع ثقوب SIP 5E
Hauser B3-DR
Buck TBFZ 1100
Ixion TL1004

ABA 500 مم × 1000 مم
Blohm HFS9 400 مم × 900 مم
Okamoto 50UDX 200 مم × 500 مم
Jung HF50 200 مم × 500 مم
Chevalier FSG 618 150 مم × 500 مم
Jones & Shipman 150 مم × 500 مم
Jung 540 150 مم × 500 مم
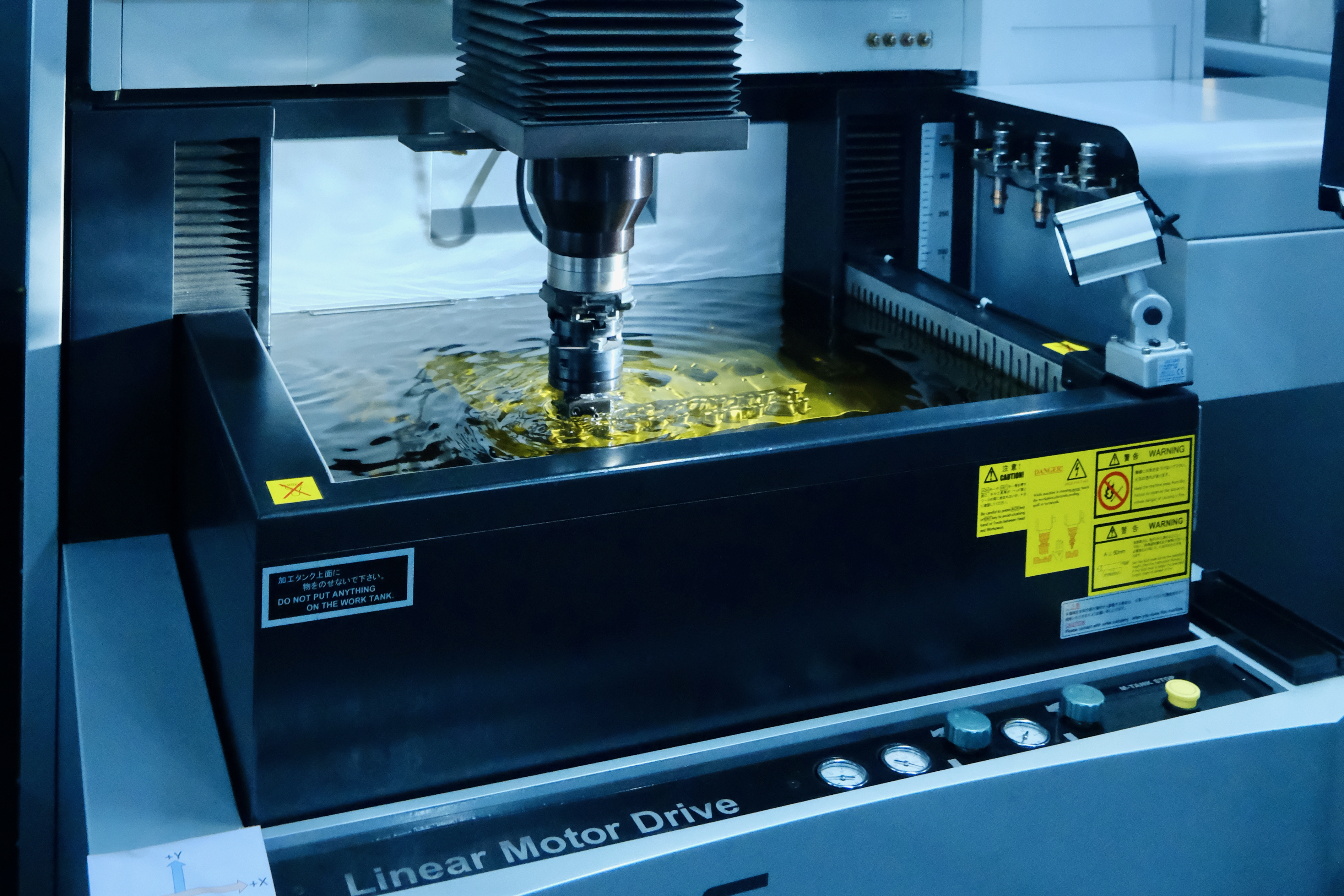
Sodick AL40G بمحرك خطي

آلة تجليخ Sunnen
مخرطة نسخ Boehringer
آلة فريزة Lagun FCM-1600
حفر شعاعي Alzarapid
آلة منشار شريطي Indotech
آلات متنوعة أخرى
