PETform production facilities covers an area of 5,000 m2. All key machining and measurement activities are carried out in air conditioned rooms with strict temperature control for maximum precision. All finish machining operations are carried out on machines with sub micron accuracy levels. With comprehensive machining capability, we manufacture all stack components and mould base plates and accessories in-house, as well as all key metal hotrunner components.
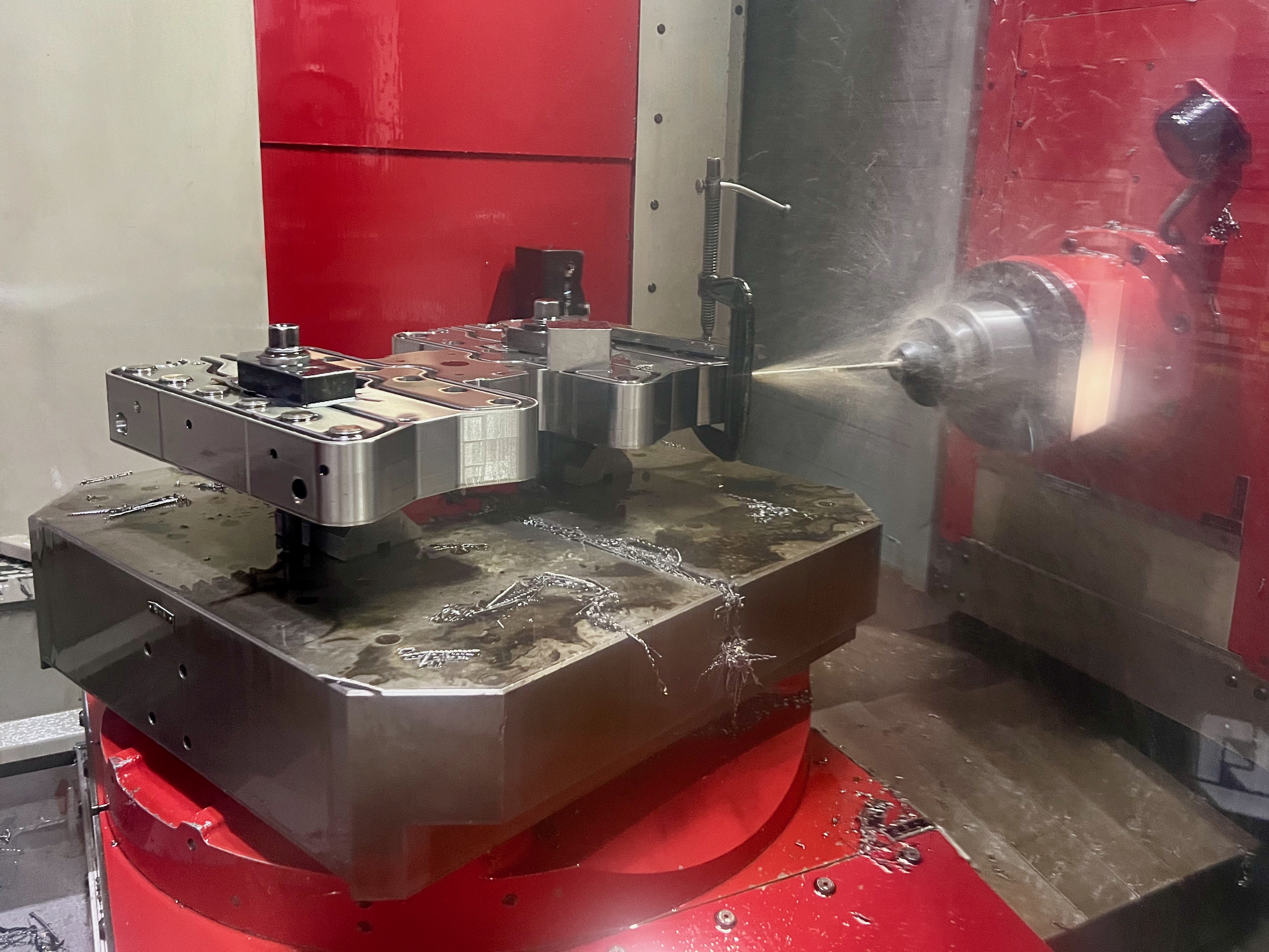
All finish machining operations are carried out on machines with sub-micron accuracy levels for unmatched precision.
All finish machining operations conducted in temperature-controlled environments at 20ºC ± 1ºC for optimal precision.
Manufacturing Practices
Cores, Neck Rings, Cavities & Gate Inserts are manufactured exclusively using Bohler-Uddeholm’s ESR grade corrosion resistant martensitic stainless steel, Stavax ESR.
Stack parts are rough machined, stress relieved & vacuum hardened to 50-52 Rockwell and then high temperature tempered for ultimate toughness.
Final dimensions are machined only after hardening to nullify any changes in dimensions during hardening.
All mating surfaces (that experience wear) are cylindrical/ surface ground for high precision and long life
Manufacturing is conducted in a temperature controlled room.
Components are measured in-process by work-probing systems.
Component are measured post process by highly accurate measuring instruments & gauges in a temperature controlled (standard) room.
Tolerances on critical dimensions are maintained within ± 2 microns.


Mould base plates are manufactured from DEW or Bohler Uddeholm’s 1.2085 pre-hardened corrosion-resistant stainless steel with hardness of 30-34 Rockwell.
Mould base plates, hot runner manifold & backing plates are rough machined and stress relieved before finish machining to ensure dimensional stability over time.
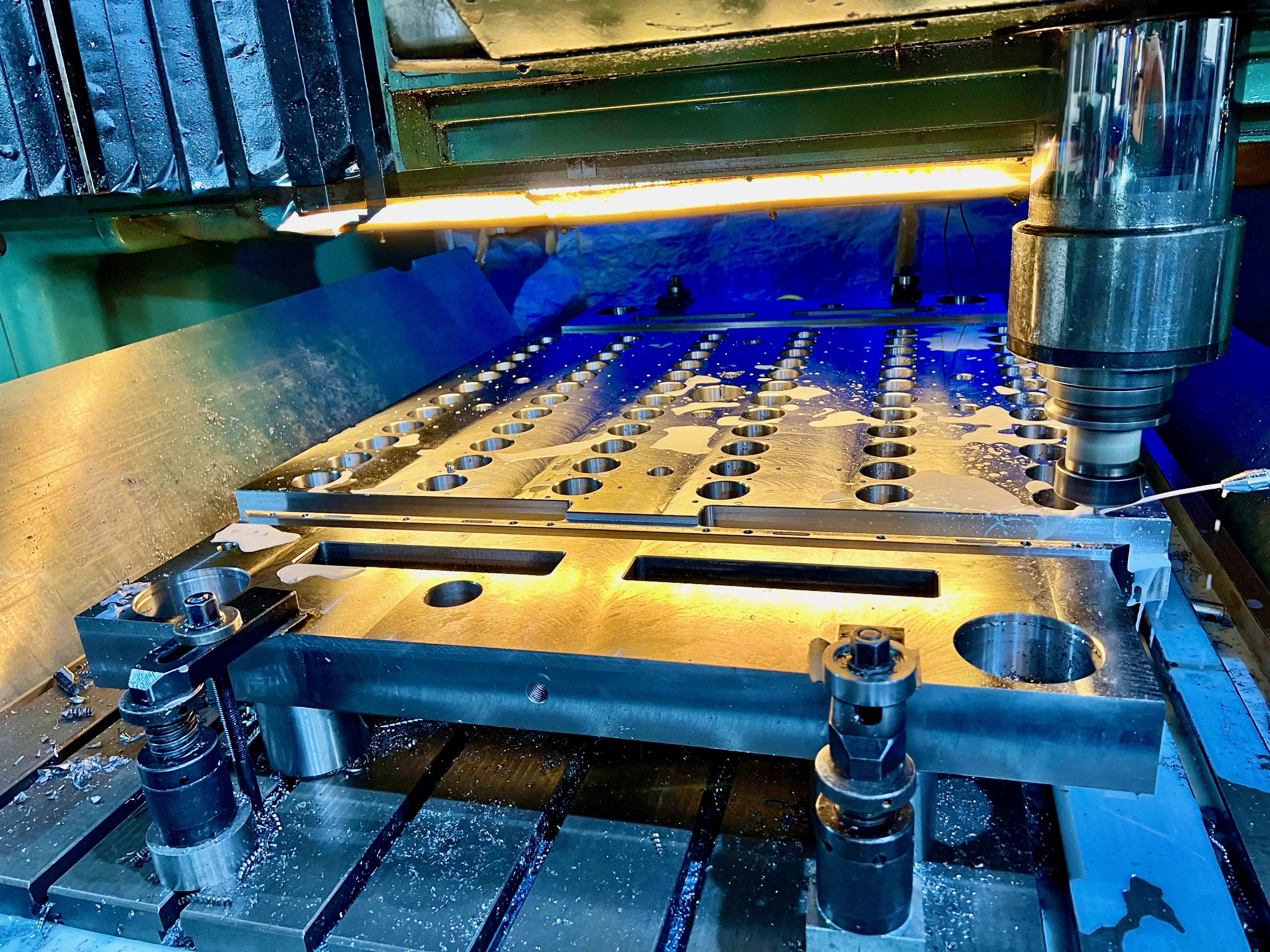
All finish sizing, drilling & boring at PETform is done using jig boring class machines, never standard CNC machining centers, for superior accuracy.
In-process gauging is utilized to eliminate errors and hold the closest tolerances throughout manufacturing.
All plates are inspected on CMMs in temperature-controlled rooms before final assembly, ensuring absolute dimensional precision.
All machining done in temperature controlled environment
Hembrug Mikroturn 100CNC (Nano-Precision)
Nakamura Tome TW20 MMY Dual Spindle Dual Turret Turn Mill Center
Traub 42/65 Dual Spindle Dual Turret Turn Mill Center
Hardinge Conquest 42 Super Precision Dual Spindle
Hardinge Conquest 42 Super Precision Single Spindle
Hardinge Conquest T65
3 x Jyoti CNC Lathes
LMW Ultra Smart Turn
Micromatic CNC Lathe
Monforts KNC 5 Teach-In Lathe


Kellenberger Kel-Varia with full B-axis & 2 external + 1 internal wheel (CNC)
Jones & Shipman Universal Cylindrical Grinder
3 x Micromatic Universal Cylindrical Grinders
2 x Huron KX30
Dixi DPC 200 Horizontal Machining Center
Makino V55 HSC Machining Center
Makino V33 HSC Machining Center
Mikron UCP 600 5-axis HSC Machining Center
Mikron VCP 600 HSC Machining Center
Jyoti VMC850 with 3+2 axis
Jyoti RDX 20 with 3+2 axis
Jyoti PX10

Mitsui Seiki 7CN CNC Jig Borer
Mitsui Seiki 6CNII CNC Jig Borer
Mitsui Seiki JIDC-5C CNC Horizontal Jig Boring Center
SIP 8P Jig Borer
SIP 600 CNC Jig Borer
Dixi 75FE 4 Axis CNC Horizontal Jig Borer
SIP 5E Jig Borer
Hauser B3-DR
Buck TBFZ 1100
Ixion TL1004

ABA 500 mm x 1,000 mm
Blohm HFS9 400 mm x 900 mm
Okamoto 50UDX 200 mm x 500 mm
Jung HF50 200 mm x 500 mm
Chevalier FSG 618 150 mm x 500 mm
Jones & Shipman 150 mm x 500 mm
Jung 540 150 mm x 500 mm
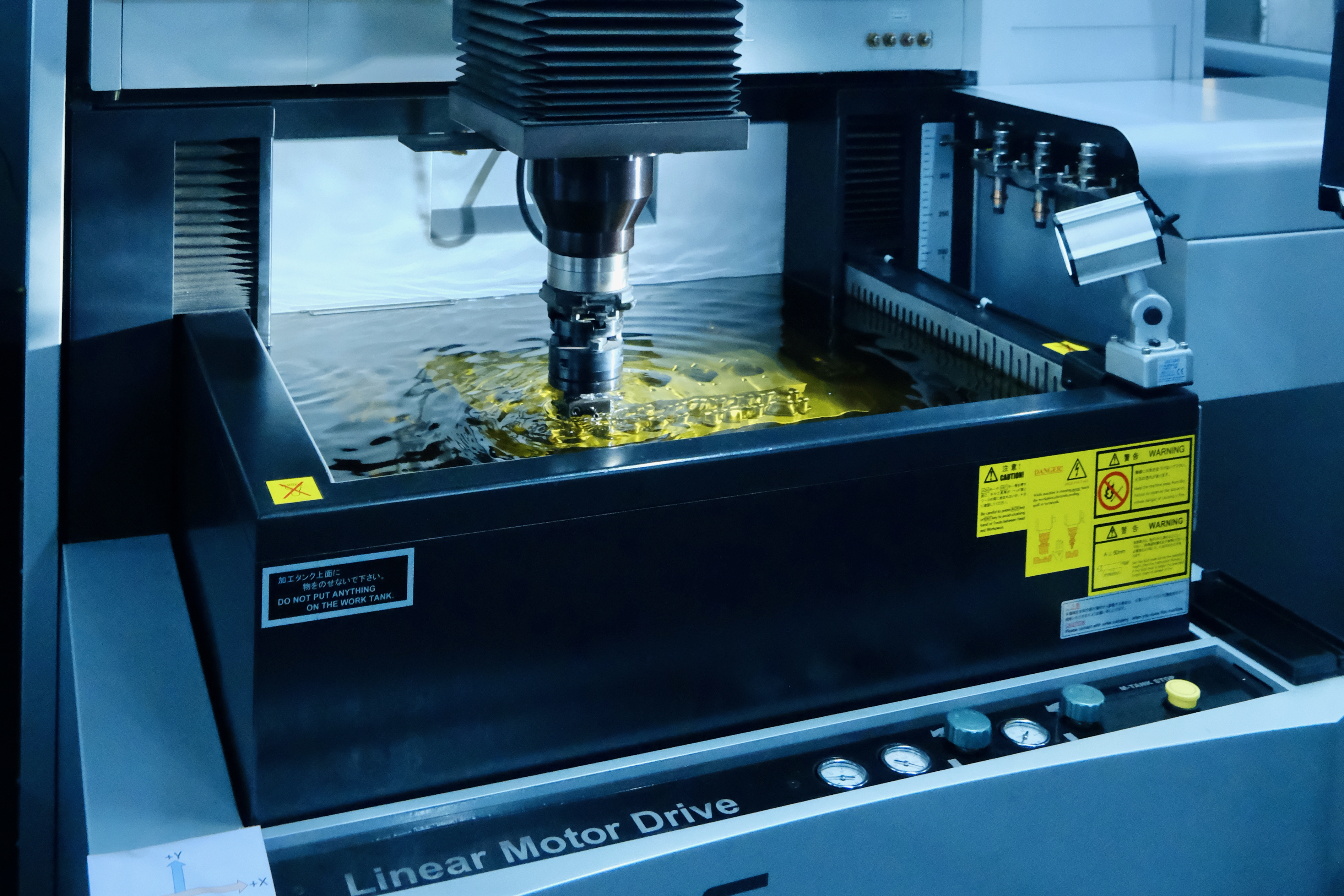
Sodick AL40G Linear Motor

Sunnen Honing Machine
Boehringer Copy Lathe
Lagun FCM-1600 Milling Machine
Alzarapid Radial Drilling
Indotech Bandsaw Machine
Other miscellaneous machines
